|
「背景/社会的要請、狙い」
海外企業との競合により、斜陽産業となってしまった日本の伸線業界において、特に、γ系ステンレス線製造で、「加熱伸線」を行うことにより、従来不可欠であった焼鈍工程を省略するなど、省エネ、省力化、高性能化が可能な伸線加工方法を確立し、伸線加工の生産効率を上げ外国企業と競合できる加工方法の国内伸線業界への普及を図る。更に、現在の複雑な加工減面率強度コントロールから加熱温度による強度コントロールへの単純プロレス化を図る。
「技術内容・構成、特徴、新規性/差別性」
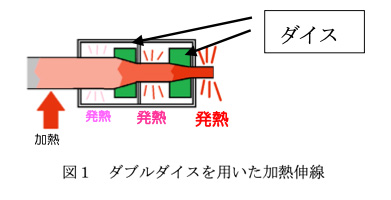
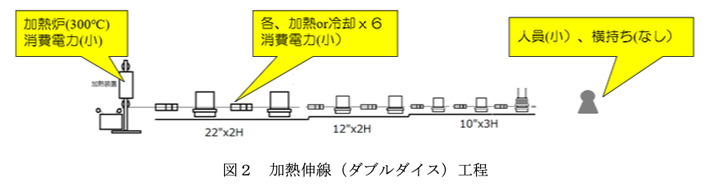
ステンレス線を伸線加工する際に、ダイスに入る前にステンレス線を加熱し、ステンレス線中のγ→α’変態を制御、即ち、マルテンサイトの発生を抑制し、高減面率の加工を可能とした。さらに、加熱伸線時に伸線加工用の2枚のダイスを近い位置に配置(ダブルダイス)することにより、ダイスを通過するステンレス線の伸線加工中の発熱を利用して、省エネな加熱を行う。これら一連の加熱伸線により、従来必要であった中間伸線工程や、多くのエネルギーを必要とする焼鈍工程を省略することができる。
「期待される効果、社会的価値」
ステンレス線を常温伸線する場合、一回の加工減面率が20〜25%であるのに対し、ダブルダイス1セットを用いた伸線では、48%の減面率が可能となる。したがって、同じ線径まで伸線するための伸線機の数を減らすことができ生産コストの低減が図れる。また、常温伸線で必要とされる光輝焼鈍を行う必要がないので、エネルギー消費を抑えるとともに製造期間を短縮することを可能とした。
|